Spent 10+ years doing FDM. Simple rule, layer height and nozzle size should be withing a ratio. Yes, you can stray from that ratio and get results, but the "ideal" ratio is layer height = 3/4 to 1/2 nozzle diameter.
The "why"- The nozzle guides and squishes the round noodle of hot filament coming out into the previous layer causing it to oval and make more surface contact or bond for strength. Think of it like stacking round pencils in parallel. If fully round, minimal contact is made. If you flatten that, you get more ideal bonding.
 VS
VS 
That said, as you go below 1/2 towards 1/4 layer height to nozzle ratio, you are possibly beginning to shear and deform the polymer bonds in the filament (just because it's liquid- it's plastic so it's a polymer chain) especially when trying to go fast. At the same time, backpressure is causing the hotend dynamics to change and your filament melt cap (the liquid filament that squishes up beside the incoming rigid solid filament can push up to a point and cool causing hotend jamming.
Also my favorite nozzles were the 3DSolex nozzles. I was first introduced to them when Martin Bondéus first showed them to me up at Midwest RepRap Fest in 2017. The key to them was they are micro-drilled on a 5 axis CNC with multiple filament melting paths. This allows higher flow rates and lower nozzle temps. Most plain jane straight bore nozzles are run hotter than needed because of low thermal transfer to melting the filament- especially at higher flow rates.
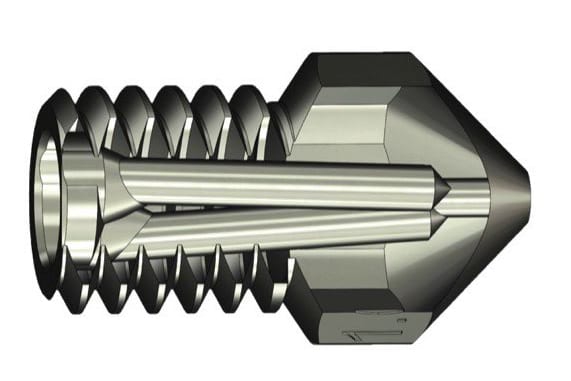

VS typical straight bore

Also, at lower ratios, as somewhat seen in the first pictures above, the landing zone or tip of the nozzle has a huge effect on lower layer height ratios as the trailing edge is pushing and smoothing and forming that width of the resulting layer width of filament. A pointy nozzle with limited lip will not effectively shape or comb the layer making it look more like a plowed field than a smooth layer.




